
تراشکاری cnc با ابزار زنده ( محور c ) :
دستگاه های تراش cnc با ابزار زنده علاوه بر محور x وz که جهت تراشکاری قطر و طول شفت استفاده میشود دارای محور c میباشند که جهت فرز کاری یا سوراخکاری در پیشانی یا طول شفت مورد استفاده قرار میگیرند . در این مقاله با ذکر یک مثال سعی شده است نحوه استفاده محور c در تراش cnc و کنترل Siemens را بررسی کنیم.
مهمترین موضوع برای شروع کار با دستگاه سی ان سی دارای ابزار زنده ، راه اندازی اسپیندل محور c میباشد که مقدار دور اسپیندل در کنترل مورد نظر با نام اختصاری tool یا c2 شناخته میشود .
کدهای دستوری راه اندازی ابزار زندهor 4 M2= 3 و سرعت اسپیندل = S2 میباشد . که منظور از S2 سرعت اسپیندل دوم یعنی سرعت اسپیندل ابزار زنده میباشد . M2 موید جهت چرخش اسپیندل است که در صورت چرخش موافق عقربه ساعت مقابلش عدد 3 و مخالف عقربه ساعت عدد 4 را مینویسیم . M2=3 یا M2=4
برای شروع ماشین کاری اسپیندل شماره یک یعنی سه نظام با قطعه کار باید در راستای هم قرار گیرند . برای اینکار میتوان از دستور spos =زاویه دلخواه یا G74 C0 M14 استفاده نمود . که G74 یعنی رفرنس محور C و C0 یعنی زاویه صفر درجه قطعه که با کد M14 ثابت میشود ( قطعه در موقعیت صفر درجه قرارمیگیرد ) . هر کدام از دستورات بالا برای کنترل های مختلف متفاوت هست . با یک مثال ساده کاربرد این کد ها را توضیح میدهیم . در مقاله بعدی نحوه فرزکاری روی شفت با ابزار زنده توضیح داده خواهد شد .
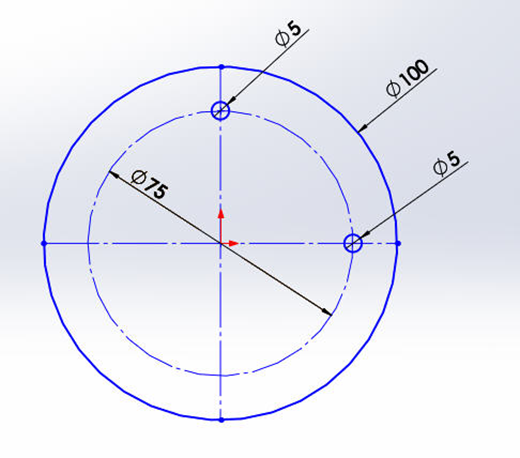
مثال : فرض کنیم شفتی به قطر 100 داریم که میخواهیم در قطر 75 ان دو سوراخ به قطر 5 و عمق 8 بزنبم . و سوراخ ها نسبت به هم زاویه 90 درجه دارند . برنامه ان به صورت زیر نوشته میشود :
G74 C0 M14
G90 G54 G17
GO C0
T1 D1
S2 =1000 M2=3
GO X75 Z1
G01 G94 Z-8 F500
G0 Z1
GO C90
G01 Z-8 F500
GO Z1
M30